Optimization of crude oil desulfurization process
Take Tahe Oilfield as an example--Optimization of crude oil desulfurization process in No. 3 combined station of Tahe Oilfield
Description: The hydrogen sulfide content in the crude oil of Tahe Oil field No. 3 joint station is too high to meet the requirements of train transport. On the basis of describing the characteristics of the established crude oil treatment process, an optimized crude oil desulphurization process is proposed, and the optimization process and principle of the gas extraction volume are analyzed by experiments and using the PROⅡ process simulation software. After the new process is put into operation, the hydrogen sulfide content of the treated crude oil is less than 10 mg/kg, which meets the requirements of external transportation.
Key words: crude oil desulfurization;
Gas stripping; Process optimization
I. Project overview
Tahe Oilfield is the main oilfield of Northwest Branch, located at the southern foot of Tianshan Mountain and the northern edge of Taklimakan Desert. Tahe Oilfield is administrated by Halbak Township and Qunbak Township of Luntai County and Tarim Township of Kuqa County. It is 70 km southwest of Luntai County and 100 km southeast of Kuqa County. The No. 3 Joint Station of Tahe Oilfield mainly handles crude oil from Tahe 8, 10, 11 and peripheral blocks, with a designed crude oil processing capacity of 1.8 million t/a.
Crude oil usually contains dissolved hydrogen sulfide, mercaptan, thioether, disulfide and thiol, etc., which will cause chemical corrosion and stress corrosion to steel, resulting in equipment and pipeline leakage, and seriously affect the safety of production. Among them, organic sulfur is less harmful in the process of crude oil gathering and transportation.
Because of the high hydrogen sulfide content in the crude oil in Area 10 of Tahe Oilfield, it brings many difficulties to the oil and gas gathering and transportation. These include personnel safety hazards, corrosion of equipment pipelines and so on. In addition, heavy crude oil volatilizes high concentration of H2S gas during transportation, which leads to the interruption of Tahe crude oil transportation by the railway department and seriously affects the normal production of the oil field.
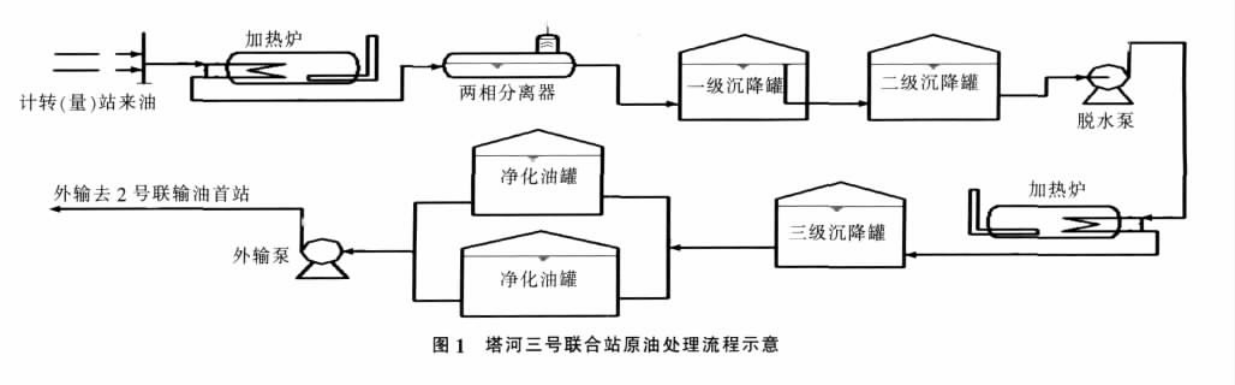
Tahe Oil Field No. 3 Joint Station has a complete crude oil and associated gas treatment system. The main processes of the crude oil processing system are as follows: After the oil is added (demulsifier) in the meter (volume) station, the oil is heated in the heating furnace, and the temperature of the crude oil rises from 35 ~ 40℃ to 60 ~ 65℃. Then the oil and gas two-phase separator is used for gas and liquid two-phase separation. After the separation of the associated gas, the liquid phase enters the gas treatment station (or goes to the empty torch), and the liquid phase enters the primary sedimentation tank for sedimentation and dehydration. The dehydration temperature is 60~65℃, the water content of crude oil after sedimentation is less than 10%, and the sewage enters the sewage treatment system. The crude oil after the primary sedimentation spills into the secondary sedimentation tank, and is lifted into the heating furnace by dewatering pump. The temperature of the crude oil rises to 80℃, and the crude oil continues to settle into the tertiary sedimentation tank. The settled crude oil (water content ≤1%) is stored in the purified oil tank. The sewage at the bottom of the secondary sedimentation tank, the tertiary sedimentation tank and the purified oil storage tank shall be discharged to the sewage tank if it is qualified (oil content ≤1000mg/L), and the unqualified one shall be put into the bottom water tank and driven into the primary sedimentation tank by the liquid pump. The purified crude oil of the storage tank is pressurized by the external transport pump, measured and exported to the first station of oil transmission. The processing flow is shown in Figure 1.
Figure 1, the crude oil treatment flow diagram of Tahe No. 3 Joint Station
The associated gas treatment system includes two parts: natural gas desulfurization and light hydrocarbon recovery: MDEA method + self-cycling LO-CAT process is used for natural gas desulfurization and sulfur recovery, and the H2S content in natural gas after desulfurization is less than 10mg/m3. The recovery of light hydrocarbon was made by expander + auxiliary cold source + low temperature absorption process, and the yield of C3 was 97.5%.
The composition and physical property data of crude oil and desulfurized natural gas are shown in Table 1, Table 2 and Table 3.
Table 1. Physical properties of crude oil
Property of matter | Numerical value | Property of matter | Numerical value |
Density ρ20 / (g/cm3) | 0.937 3 | Motion viscosity/(mm2/s) | 562.79 |
Open flash point / ° C | 40 | Ignition point / ° C | 68 |
Freezing point / ° C | -16 | Wax content /% | 7.84 |
Initial distillation point /℃ | 77.2 | H2S content/(mg/kg) | 49.97 |
Table 2. Real boiling point distillation data
Temperature /℃ | Distillate volume /% | Temperature /℃ | Distillate volume /% |
103.5 | 2.0 | 254.8 | 17.0 |
153.9 | 6.5 | 275.0 | 20.0 |
174.1 | 8.5 | 305.3 | 25.0 |
214.5 | 12.5 | Total distillate | 28.0 |
234.7 | 14.5 |
|
|
Table 3. Natural gas composition after desulfurization
Constituent | Content/mole fraction | Constituent | Content/mole fraction |
N2 | 11.410 9 | C3 | 0.341 7 |
CO2 | 2.413 6 | iC4 | 0.001 1 |
C1 | 75.092 5 | nC4 | 0.000 8 |
C2 | 10.739 4 | H2S | 10(mg/m3) |
Note: iC4 is isobutane; nC4 is n-butane
II. Commonly used crude oil desulfurization process
At present, the commonly used crude oil desulfurization processes include hydrodesulfurization, flash desulfurization, gas extraction desulfurization and desulfurizer desulfurization, among which the hydrodesulfurization process is complicated and the equipment investment is high, and it has been applied in refining and chemical enterprises, but there is no application precedent in the crude oil gathering and transportation system.
III. Process optimization
In order to meet the requirements of crude oil transportation by train, H2S content in purified crude oil should be less than 10mg/kg[1]. According to the characteristics of the existing process of No. 3 link, the following two processes are considered for crude oil desulfurization.
(1) After the incoming crude oil is heated, gas-liquid separation, and free water removal, the crude oil with 30% water content enters the desulfurization tower, and the desulfurized crude oil enters the first-stage sedimentation tank and the second-stage sedimentation tank in turn for sedimentation and dehydration.
(2) After the crude oil is dehydrated by the primary sedimentation tank and the secondary sedimentation tank, the crude oil with less than 10% water content is pressurized by the dewatering pump and heated by the heating furnace, and the desulfurized crude oil enters the purification oil storage tank and is exported.
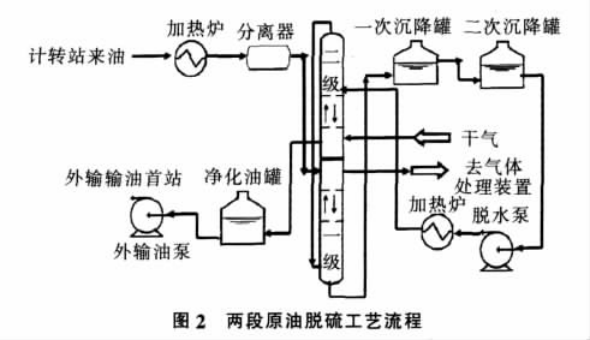
(3) The crude oil desulfurization tower is set into two stages, and the gas stripping desulfurization of 30% crude oil and 10% crude oil with water content is carried out at the same time. The main process is as follows: After the crude oil is dehydrated by the primary sedimentation tank and the secondary sedimentation tank, the crude oil with less than 10% water content enters the upper section of the desulfurization tower after being pressurized by the dewatering pump and heated by the heating furnace. The purified natural gas from the gas treatment unit enters the bottom of the upper section of the desulfurization tower and contacts with the low water content crude oil countercurrent to remove H2S in the crude oil. The sulfur-containing natural gas at the top of the tower enters the bottom of the lower end, countercurrent contact with the 30% water-containing crude oil entering the upper part of the lower section, remove H2S from the crude oil and water, and purify the sulfur-containing natural gas degassing device. The process flow is shown in Figure 2.
Under the condition that the crude oil treatment scale is 1.8 million t/a and the water content is 30% and 10%, the desulfurization effect under different gas extraction volume is calculated by using the PRO-ⅱ process simulation software, and the results are shown in Figure 3.
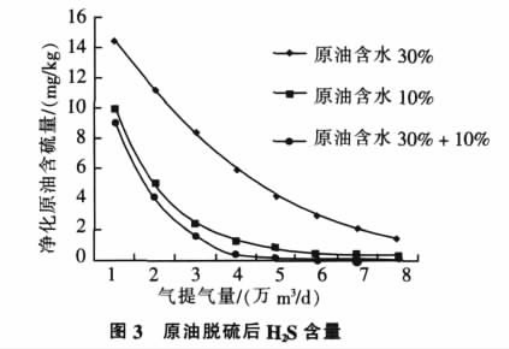
Figure 3. H2S content of crude oil after desulfurization
As can be seen from the above data:
(1) The gas stripping process can significantly reduce the H2S content in crude oil, and can reduce the saturated vapor pressure of purified crude oil, which plays a role in the stability of crude oil.
(2) Under the premise of the same gas extraction volume, reducing the water content of crude oil can reduce the H2S content of purified crude oil by 31% to 88%.
(3) Under the condition of high water content of crude oil, H2S content in purified crude oil basically decreases uniformly with the increase of gas extraction; When the water content in the crude oil is reduced to 10% and the gas extraction volume is increased to 40,000 m3/d, the H2S content in the purified crude oil decreases slowly, and the gas-liquid ratio under the working condition of the desulfurization tower is 2∶1.
(4) Gas stripping of 10% and 30% water cut crude oil at the same time can reduce H2S content in purified crude oil. When the gas extraction volume is 40,000 m3/d, the H2S content in the purified crude oil can be reduced by 55%. 4. Optimize the effect after the process is put into operation
According to the above calculation and analysis, the desulfurization of No.3 combined crude oil in Tahe Oilfield adopts a two-stage desulfurization process, and at the same time, the gas removal desulfurization of 30% crude oil and 10% crude oil with water content is carried out. The gas removal volume is 40,000 m3/d, and the operating pressure of the desulfurization tower is 0.3MPa. In order to ensure the desulfurization effect and prevent the influence of changes in the treatment capacity and crude oil water content on the H2S content in the purified crude oil, a liquid desulfurizer filling device [1] is set as an auxiliary measure of the gas stripping desulfurization process.
The crude oil desulphurization unit was put into operation on January 4, 2009, with an average liquid intake of 6810.48m3 per day, which is 107% of the design value and within a reasonable operating range. In order to evaluate the desulfurization effect, the H2S content in the imported and exported crude oil of the desulfurization tower was tested, and the results were shown in Table 4.
Table 4. H2S content/(mg/kg) and temperature /℃ of crude oil
Sampling time | First entry | First stage exit | Secondary inlet | Second stage exit |
Content | ℃ | Content | ℃ | Content | ℃ | Content | ℃ |
January 13th January 13th January 14th January 15th | 2:00 10:00 8:00 0:00 | 33.1 32.2 35.4 38.0 34.7 | 77 77 78 77 | 18.1 17.3 19.4 11.3 16.5 | 77 77 78 77 | 38.7 48.3 43.5 37.2 41.9 | 78 77 77 77 | 15.0 1.6 5.1 15.5 9.3 | 77 77 76 77 |
Average |
H2S Rate of removal/% | 52.4 | 77.8 |
As can be seen from Table 4, the gas stripping desulfurization process can significantly reduce the hydrogen sulfide content in crude oil, with an average value of 9.3mg/kg, which meets the requirements of train transportation. However, there are fluctuations in the actual operation process, and the requirements of train transportation can be met by adding liquid desulfurizer. There is a big difference between the actual operation data and the simulation calculation results, which is caused by the following reasons:
(1) The simulation calculation is that the gas-liquid balance is complete, but in the actual production operation, the viscosity of the incoming crude oil is large, and the oil-in-water emulsification phenomenon exists in the state of high water content, and the oil-in-water emulsification phenomenon exists in the state of low water content. All these will cause that the complete gas-liquid balance cannot be achieved in the desulfurization tower, and the desulfurization effect is reduced.
(2) Crude oil contains sulfate-reducing bacteria. In the follow-up process after desulfurization of high water cut crude oil, sulfate-reducing bacteria convert part of organic sulfur into inorganic sulfur, resulting in the H2S content in low water cut crude oil rising again.




























